专注于永磁变频节能空压机
为客户省电30%以上,超一级能效咨询热线:138-1525-6258
地址:苏州市城北西路1599号B2幢
电话:0512-65562356
手机:13815256258
联系人:孙先生
邮箱:bolaite#163.com
 |
||||||||||||||||||||||||||||||||||||||
|
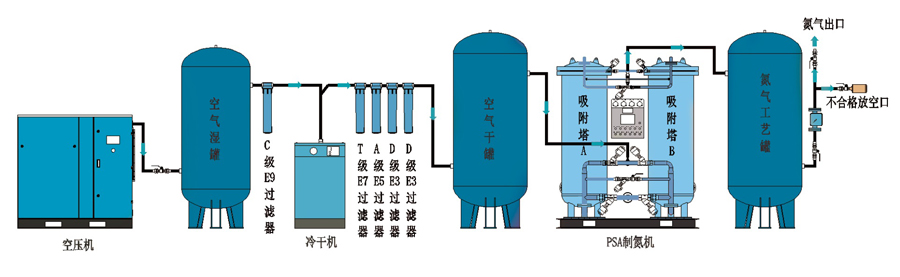
气铺成型注塑行业制氮机 现在有很多的产品都是由塑料制成的,采用了注塑成型的制作方式。在塑件成形冷却过程中通入氮气,利用氮气的惰性保护降低应力对塑件成品造成的变形,使得到塑件稳定高精度的尺寸。在业内这叫做氮气辅助射出,也叫做氮气保压。 在注塑成形的过程中,充入的氮气纯度要在99.99%或以上。同时压力根据各厂家不一样而不同,一般都需要1.5Mpa或以上的压力。使用瓶装氮气的话要经常换气,操作还是比较麻烦的,所以还是建议使用现场制氮系统。只要纯净的压缩空气进入到制氮系统,就可以得到高纯度的氮气,之后接入氮气增压系统,即可把氮气增加的所需要的压力。 在制件能够达到相同的使用要求情况下,采用气辅注塑可以大大的节省塑胶原料,其节省率可高达20-40%。 一方面,塑胶原料用量减少带来整个成型周期各个环节时间的减少;另一方面,通过制件内部高压气体的引入,制件的收缩变形状况有了很大的改善,因此有了制氮机在气铺注塑的注射保压作用。 工艺流程简介 环境空气经压缩净化,除去油、水、尘后,进入由两个装填有碳分子筛的吸附塔组成的变压吸附装置。压缩空气由下至上流经吸附 塔,其间氧分子在碳分子筛表面吸附,氮气由吸附塔上端流出,进入粗氮缓冲罐,经过一段时间后,吸附塔中碳分子筛被吸附的氧饱和,需进行再生。再生是通过停止吸附步骤,降低吸附塔压力来实现的。两个吸附塔交替进行吸附和再生,从而确保氮气的连续输出。 |
||||||||||||||||||||||||||||||||||||||
| 变压吸附制氮装置工艺流程图 | ||||||||||||||||||||||||||||||||||||||
 |
||||||||||||||||||||||||||||||||||||||
|
SPX系列技术指标
|
||||||||||||||||||||||||||||||||||||||
|
|
||||||||||||||||||||||||||||||||||||||




